October 2013
| Business World Magazine | 251
and because we’re small, our customers
don’t have to jump through a lot of lay-
ers to access us when they need.” As for
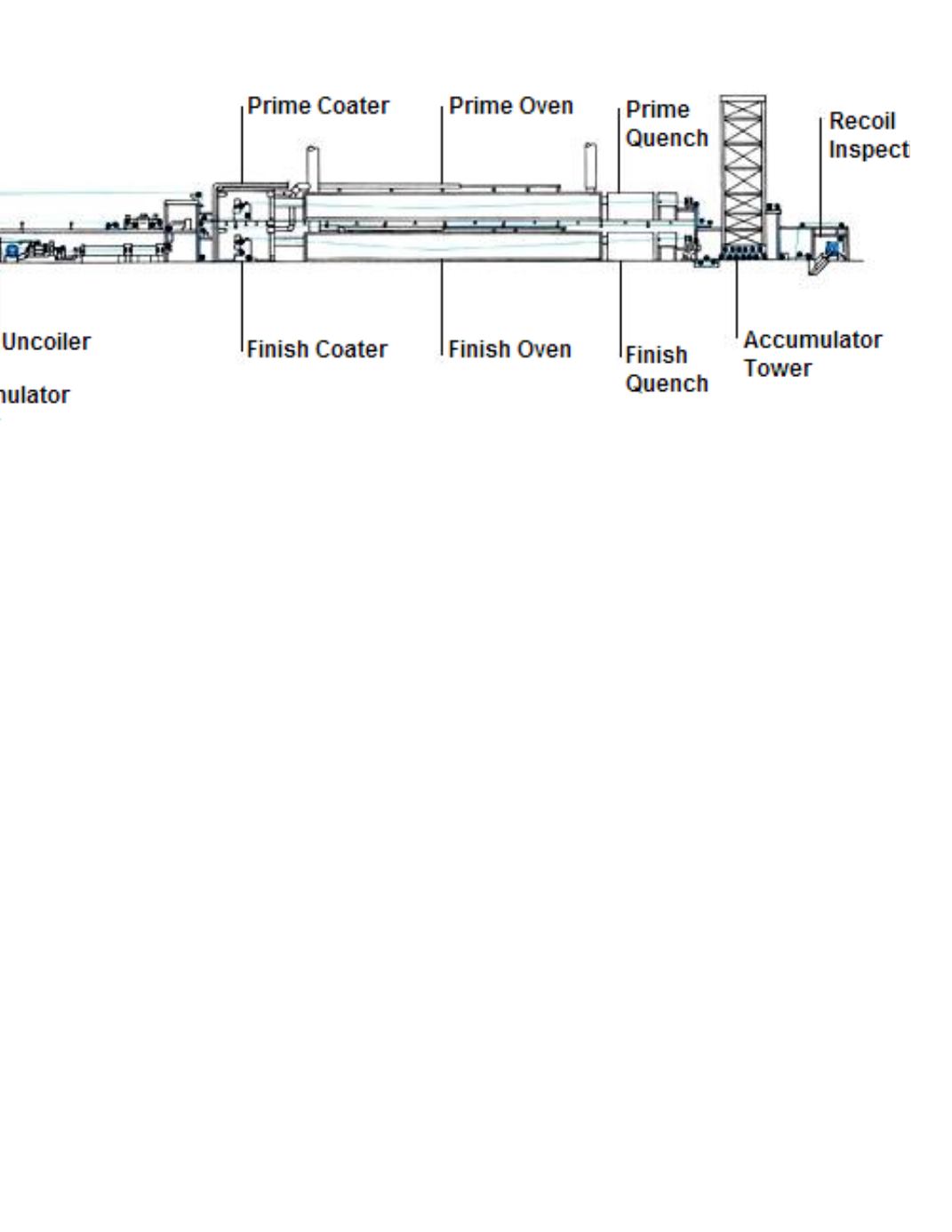
its operational advantages, Kenwood spe-
cializes in coil coating. In this process,
a base metal is unwound, then cleaned
and rinsed. After being chemically pre-
treated, the metal is rinsed again to pre-
pare the surface for coating. A primer is
first applied, followed then by a top coat
specifically tailored to meet the client’s
specifications. The metal can be coated
on one or both sides (in the same or dif-
ferent colors), but after each coating, the
coil is cured in an oven. Afterwards, the
metal is recoiled and ready to be slit to
width or cut to length. It can even be rap-
idly laminated or embossed while it is in
its coated-coil form. Since the applica-
tion of the paint is precise, it allows for a
more controlled film thickness than pow-
der or spray techniques. As only the ideal
amount of paint is applied, paint costs
are significantly reduced for the client.
Time and cost savings are a byproduct of
the energy and manpower efficiency in-
herent in the process. Coil coating lines
can run at exceedingly-high speeds, with
some operating at 600 to 800 linear feet
per minute. While this mitigates bottle-
necks that would otherwise emerge from
internal finishing operations, it also helps
prevent defects in quality. Since the metal
is painted while flat (prior to fabrication),
the process enables uniform cleaning,
pre-treatment, priming, and top coating.


